自転車用語 (m)
M (mega、em)
- 単位
メガと言い、単位の接頭語。単位の百万倍を表す。例えばMPaは、百万Paのこと。 - ねじ
エムと言い、メートルねじの記号。ねじの「呼び」は、ねじの外径にM(メートルねじ)またはW(ウィットねじ)の記号を付けて表す。 例えば、外径5mmのメートルねじは、M5と表す。ねじがM5のボルトは、M5ボルトと表す。外径3/8 inchのウィットねじはW3/8と表す。 ウイットねじはインチ系のねじで、現在はほとんど使われていない。
真直ぐスポーク (straight pull spoke)
エルボのない真っすぐなスポーク。
一端には鍛造で作った頭があり、他端にはニップルを付けるねじを切る。専用のハブ(ストレートプルハブ)が必要。
ニップルを回すと頭も回るものは、車輪組みに手間がかかる。頭の下の首の部分に最大応力が働く。
歴史的には、昔々は真っすぐなスポークしかなく、その後エルボの付いたスポークが考案されそれが一般的となった。
マシンドリム (machined rim)
機械加工リム。リム側面を機械加工して、多数の環状の微細な溝を設けたリム。ブレーキ鳴きを防止する効果があるが、いずれ磨耗するので効果はなくなる。
リムはリム断面の真っすぐな素材を環状にして端部を接合して作る。曲げ加工精度が悪く接合部に生じた段差をリム全体の機械加工により取るのは邪道。
機械加工によりリムは薄くなり、かつ加工するリム側面が平坦でなければ厚さの均一性が失われる。
街乗り (city riding、city ride、town ride)

自転車に乗って街中を走ること。
目的は娯楽、運動及び買物など。
娯楽などのために主に郊外を自転車で走ることはポタリングと言う。
メイドインチャイナ (Made in China)
中国製のことで、粗悪品であることを暗示している。幸い中国製の自転車は出回っていないと思われるが、中国の通販サイト・アリババ(Alibaba)で購入する場合は要注意。
アリババは「千夜一夜物語」中の一編「アリババと四十人の盗賊」の主人公。つまり泥棒のこと。なお、メイドインジャパンは世界的に信頼されている。
韓国製(Made in Korea)の自転車があるが粗悪品であるから買ってはならない。
前ディレイラー (front derailleur)


概要
前変速機のこと。変速のために、クランクスプロケット間でチェーンを移動させる。
構造
チェーンを移動させるための前ディレイラーケージ およびそのケージをスプロケットに対して平行移動させるための平行四辺形のリンク機構で構成されている。
ケージの形状は、それが必要とするスプロケット歯数のレンジ(キャパシティ)によって異なる。そのため、ロード2段用、ロード3段用およびマウンテンバイク用では形状が異なる。
ロード2段用(キャパシティ15T)はケージ内板は外板に対してやや下がっているが、ロード3段用およびMTB用(キャパシティ23T、22T)はケージ内板が外板よりかなり下がっており、また長さも長い。
チェーン切りをしなくともチェーンを外せるようにケージねじが付いている。リベットで内外のプレートを連結している形はチェーン切りをしないとチェーンが外せない。
動作
ダウンシフトのときは外プレートでチェーンを左に押して内側のスプロケットに落とす。アップシフトのときは内プレートでチェーンを右に押して外側のスプロケットへ押付け、そのスプロケットの歯がチェーンを引き上げる。
スプロケット側面のピックアップピンで引き上げる形もある。
種類
ボトムスイングおよびトップスイングの2種類がある。ボトムスイングは従来の方式で、ケージ位置がクランプ位置より低い。
逆に、トップスイングはケージ位置がクランプ位置より高い。なお、ロード用は伝統的なボトムスイングしかない。平行四辺形リンク機構のばねの作動方向によって、高ノーマルおよび低ノーマルがある。
キャパシティ
正常な変速のために、前ディレイラーの公称キャパシティは、クランクスプロケットのキャパシティより大きくなければならない。
チェーンステイ角
チェーンステイが立管となす角度(立管-チェーンステイ角度)を、シマノの前ディレイラーの仕様においては、チェーンステイ角と呼んでいる。
チェーンはチェーンステイに沿って走るため、立管に固定する前ディレイラーのケージとチェーンの位置関係が適切となるチェーンステイ角のディレイラーを選ぶ。
チェーンステイ角はロードバイク用では61°~66°そしてマウンテンバイク用では63°~66°および66°~69°がある。
取付
フレームへの取付方法としては、ロードバイク用にはバンド式および直付け式があり、マウンテンバイク用にはバンド式およびEタイプがある。
直付け式をバンド式に変換するには、
アダプターを使う。バンド径は28.6mm(1-1/8 inch)および31.8mm(1-1/4 inch)の2種類がある。
マウンテンバイク用には、その上に34.9mm(1-3/8 inch)もある。
バンド径は前ディレイラーを取り付ける立管(シート管)の外径に対応する。バンド径が立管径よりも大きいときは、ディレイラーシムを使う。
ロープ張力調整
シフターでチェーンをクランクの大スプロケットおよび後輪最大スプロケットに移す。次に、チェーンを次に大きいクランクスプロケットに移し、内ケージとチェーンのすき間を調べる。最大で約0.5mmのすき間があること。
シフターのケーブルアジャスターを左に回すとケージは内側に動き、右に回すとケージは外側へ動く。
ロー調整
チェーンをクランクスプロケットの最小スプロケットそして後輪スプロケットの最大スプロケットに移した状態で、ロー(L)調整ねじを回して
内プレートとチェーンのすき間を0~0.5mmに設定することにより、チェーンが最小スプロケットから外へ外れないようにする。
トップ調整
チェーンをクランクスプロケットの最大スプロケットそして後輪スプロケットの最小スプロケットに移した状態で、トップ(H)調整ねじを回し
て外プレートとチェーンのすき間を0~0.5mmに設定することにより、チェーンが最大スプロケットから外へ外れないようにする。
保守
スムースに動くように、可動部に注油することが望ましい。周りに付いた潤滑油に粉塵などが付着しないように、拭取る。
メーカー
シマノ 、Acros Sport 、AD-? Engineering、Campagnolo 、Sampson Sports 、SRAM 、SR Suntour 、Sun Race 、Tiso 、など。
前ディレイラーケージ (front derailleur cage)

クランクスプロケット間でチェーンを移動させるための、前ディレイラーの左右一対の眉形の平行板。内プレートおよび外プレートで構成されている。
内プレートはチェーンを左から右へ(大きいスプロケットへ)移動させるのに使い、外プレートはチェーンを右から左へ(小さいスプロケットへ)移動させるのに使う。
ロードバイク用とマウンテンバイク用では円弧の形状と大きさが異なる。ロードバイク用はマウンテンバイク用よりも歯数の多いスプロケットにケージの曲線を適合させている。
外プレートの下部曲線は、最大スプロケットの外径に対応している。2段用は3段用よりケージ間隔が狭い。ケージ間隔は、チェーン外幅などに対応した寸法とする。
大スプロケットと外プレートの上下間隔は約2mmとする。内板と外板をねじで固定した形およびリベットで固定した形がある。リベットで固定した形を交換する場合は、チェーンを切る必要がある。
前ディレイラークランプ (front derailleur clamp、front derailleur clamp band)




前ディレイラー を 立管 に取付けるためのクランプ。
内径は、28.6mm、31.8mm又は34.9mm。
立管の外径に適合する内径のものを選定する。材質は、アルミ合金、炭素繊維強化樹脂など。
メーカーは、Ratio Bike Design 、Token Products 、など。
前ディレイラータブ (front derailleur tab)




直付けディレイラー をフレームの立管に取付けるために立管に付けたタブ。
タブの立管への取付け方法には、溶接、ロウ付け及びボルト留めなどがある。
ボルト留めのボルトは六角穴付きボルトが使われる。
ディレイラーボスとも言う。
前ハブ (front hub)

前輪のハブ。前ホイールの中心部にあって、フランジからスポークがリムに向かって出ている。
ハブの構成要素は、ハブ軸、軸受及びフランジ。
用途としては、ロードバイク用、マウンテンバイク用及びトラックバイク用(トラックハブ)などがある。
フランジのスポーク穴数は、28、32又は36穴など。ロックナット間距離(OLD)は、100mm。
クイックリリースの付いた形もある。
前かご (front basket)



概要
自転車の前方に付けるかご(バスケット)。
頭管及びハンドルなどに取り付ける。
買った荷物などを入れる。
トートバッグを入れることがある。
仕様
(1) 子犬を乗せる前かごがある。
(2) ワンタッチで取外しができる形がある。
(3) 手提げかごとなった形がある。
材質



かごの材質は、金属、籐、プラスチック及び竹など。
バッグ
ハンドルに付ける
ハンドルバッグがある。
事故
ハンドルに掛けたレジ袋などが前輪に巻き込まれ転倒する事故が起きている。
リコール
Electra Bicycleは2009年に前かごが弛んで前タイヤと接触して転倒することがあるとして6400個をリコールした。



前荷台 (前ラック、フロントラック、front bag carrier、front carrier、front rack)
概要
自転車の前部、前輪上部の荷台。
トランクバッグ及び
かごなどを積む。
仕様
(1) パニアを取り付けできるようになった形がある。
(2) 車輪外径に合わせて、高さ調節できる形がある。
(3) 強度を上げるためにフレームと一体にした形がある。
材質
アルミ合金チューブ、ステンレス鋼チューブ及びチタン合金チューブなど。
リコール
(1) Electra Bicycle社は2008~2009年に販売した自転車のフォークに固定している前荷台が弛みタイヤに接触する可能性があるとしてリコールした。
(2) Civia Cycles社は2009年に販売した前荷台を前輪車軸に固定しているブラケットが破損する可能性があるとして約100台をリコールした。
メーカー
日東 、Agu Bv(Cordo)、Civia Cycles 、Copenhagen Parts 、Paul Component 、Raleigh 、Tubus 、など。
前荷台バッグ (front rack bag)



前荷台に乗せるバッグ。

フロントラックバッグとも言う。
前三角 (主三角、メイン三角、front triangle、main triangle)
菱形フレームの基本構造の一部である前部三角形。
主三角(メイントライアングル)とも呼ばれる。
頭管(ヘッドチューブ)、立管(立パイプ、シートチューブ)、上管(トップチューブ)および下管(ダウンチューブ)の4本の管で形作られている。
立管は後三角と共通。
数学的には四角形。三角形は丈夫な構造体。
UCIは、ツール・ド・フランスのような国際競技において、菱形フレーム以外のフレームの使用を禁じている。![]() 参考資料
参考資料  「フレーム」
「フレーム」
前つめ(front end、fork end)
フオーク先端のハブ軸が付く部分。フォークエンドとも呼ばれる。ハブ軸を付けるための切込みがある。
マグトレーナー (magnetic trainer、magnetic type trainer)

磁石(マグネット)を負荷として使ったトレーナー。
磁石式負荷ユニットの負荷特性は直線。
右図は内部構造例で磁石6個が磁石円板の外部に配置されている。
トレーナーの負荷には、風(空気)、磁石および流体がある。
曲がりブレード (curved blade)
フォークおいて、円弧状又は楕円状に前方へ曲げているブレード。曲がりによってオフセットを作ると同時に振動吸収性を得る。
曲がっていない真直ぐなブレード、は真直ぐブレード(ストレートブレード)という。
曲がりフォーク (curved fork)
ブレードを円弧状又は楕円状に前方へ曲げているフォーク。曲がりによってオフセットを作ると同時に振動吸収性を得る。
ブレードが曲がっていない真直ぐなフォークは真直ぐフォークという。
曲がりすき間 (cornering clearance)
![]()
![]() 曲がり(コーナリング)において、ペダルが路面と接する時の、自転車の傾き角度。ペダルクリアランス、ロードクリアランスまたはペダル接地角とも言う。ペダル接地角は25゜以上でなければならない(JIS D9301、一般用自転車)。
曲がり(コーナリング)において、ペダルが路面と接する時の、自転車の傾き角度。ペダルクリアランス、ロードクリアランスまたはペダル接地角とも言う。ペダル接地角は25゜以上でなければならない(JIS D9301、一般用自転車)。
曲げ角 (bending angle、bend angle)
スポークのエルボの角度。一般に、90°~100°となっている。
マジック‐テープ (Magic Tape)


クラレ
クラレ(クラレファスニング)の面ファスナーの商標名。
鉤状とパイル状の表面を持つ2枚一組からなり、重ね合わせて留めるテープ。
欧米ではベルクロテープと言う。
3M
米国の3M社は、透明の粘着テープを「Magic Tape」という商標で販売している。
マグネシウム (magnesium、Mg)
銀白色の最も軽い実用金属。原子番号12。空気中の酸素と反応して、MgOの酸化皮膜を作るので、水などに対する保護作用がある。密度は1.74g/cm3で、アルミの約2/3と軽い。融点は650゜C。純マグネシウムは軟らかい金属なので、構造材として使えるようアルミなどを加えてマグネシウム合金として強度を上げる。
マグネシウム合金 (magnesium alloy)
マグネシウム合金の特徴は、軽量、耐食性、耐衝撃性、振動吸収性、寸法安定性および溶接の容易性など。軽い材料を必要とする航空機産業の要求として開発されてきた。マグネシウムに添加する金属はアルミ:~9%、亜鉛:~2%およびマンガン:少量など。密度はアルミ合金の2/3で軽い。強度を表す引張強さは200~300MPaでアルミ合金とほぼ等しい。
剛性を表す縦弾性係数は45GPaでアルミ合金の約2/3。成型は一般にダイキャストで行われる。
自転車の用途としては、リム、フレーム及びサスペンションの円筒部品など。
魔法瓶 (thermos bottle、bicycle thermos bottle)



水、スポーツ飲料又はお茶などの保温または保冷に用いる容器。
内外2層のガラス又はステンレス鋼の間を真空にし、ガラス内壁は銀めっきして熱の伝導・放射・対流を防ぎ、
中に入れたものの温度を長時間保たせる。
自転車用はステンレス鋼製で容量は500mlが多く、保温冷時間は3~5時間。
一般に、自転車のフレームに付けたボトルケージなどに入れて運ぶ。
自転車魔法瓶専用のボトルケージもある。
メーカーは、サーモス 、象印マホービン 、タイガー魔法瓶 、Ibera 、Klean Kanteen 、など。
マイヨジョンヌ (maillot jaune)

仏語で、黄色のジャージー。自転車競技のツール・ド・フランスにおいて、その日の時点で総合成績トップの選手が着る黄色いジャージー。
マイヨジョ-ヌともいう。
黄色いジャージーを着るようになったのは1919年から。
スポーツ紙L’Autoの販売部数を増やすために、1903年にツール・ド・フランスを組織したL’Autokの新聞紙の色を反映して黄色にしたといわれる。
黄色のジャージーに著作権は設定されていない。
マイル (mile)
ヤードポンド法の距離の単位。1mile=1609.344km。
メイントライアングル (main triangle)
メインチューブ (main tube、main frame tube)
下管(ダウンチューブ)の別名。頭管とボトムブラケットシェルを連結している。メインパイプとも言う。ごく稀に、前三角(主三角)を構成する管をメインチューブと呼ぶ。
メインテナンススタンド (maintenance stand)
保全スタンドまたは保守スタンド。作業スタンドと同じ。
巻尺 (tape measure)



丸形などの容器に巻き込んであり、使用時に引き出して用いるテープ状の物差し。
テープ材質は金属、布及び紙などがある。
容器材質はプラスチックなど。
ストッパーの付いた形がある。
最小目盛りは1mmが一般的。
測定長さは1m、2m、3m、5m及び10mなど。
長さ1mの形はキーホルダーとなっている。
ママチャリ (city bicycle)



ママ用のちゃりんこの意。ちゃりんこは自転車をいう俗語。
日常生活での利用を目的として作られたシティ車。
安価で乗りやすく、荷物用のかごや幼児席などが取り付けられるようになっている。英国のロンドンには店名がMamachari(ママチャリ)という自転車店がありママチャリを扱っている。
磨耗 (wear、abrasion)
相対運動をする2つの物体の接触面で生じる物質の減少(磨り減り)。影響を受ける要因としては、接触面の材質、硬さ、表面粗さ、接触荷重、潤滑、相対速度およびスティック-スリップ作用など。 自転車で磨耗しやすい部品は、チェーンのピン、スプロケットの歯、タイヤの踏面及びブレーキパッドなどがある。磨耗によって部品の寿命がくる。 磨耗を減少させるために潤滑をする。磨耗の科学技術として、トライボロジーがある。
万力 (バイス、ベンチバイス、bench vice、vise、vice)



作業物を挟んで固定するための工具。挟む部分は固定あご及びハンドル付きの角ねじで動かす動あごによって作られている。
下表に万力の締付トルクを示す。呼び寸法は口金の幅を示している。
| 呼び寸法[mm] | 75 | 100 | 125 | 150 | |
|---|---|---|---|---|---|
| 締付トルク [Nm] | 丸胴形(JIS B4621) | 108 | 128 | 147 | 167 |
| 角胴形(JIS B4620) | 98 | 118 | 137 | 167 | |
作業台への万力の固定は、ボルトで行う形、クランプで行う形、及び真空で行う形がる。ボルトで固定する形は、水平面で万力が回転できるようになっている。回転しないようにハンドル付き縦ねじで固定できる。真空で固定する形はゴム製の角形吸盤が付いている。
マニュアル (manual)
- 取扱説明書
使用方法などを記載した小冊子。 - 手動
手で操作すること。 - 走行形態
バイシクルモトクロス(BMX)などにおいて、前輪を地面より上げて後輪で走ること。 ペダルを漕がず重心移動で釣合をとる。
ウィリーはペダルを漕ぐがマニュアルは漕がない。
丸スポーク (ラウンドスポーク、round spoke)
胴の断面形状が円形のスポーク。
摩擦 (フリクション、friction)
接触している二物体が、相対的に運動している(動摩擦)、又は運動し始める(静摩擦)時、その接触面で運動を妨げる方向に力の働く現象。その力は摩擦力という。
一般に、動摩擦力より静摩擦力が大きい。潤滑すると、摩擦力(摩擦係数)が減少する。摩擦力は次式で表される。
言い換えると、摩擦係数が大きいほど、また働く力が大きいほど、摩擦力は大きくなる。摩擦係数は、相対運動を滑りから転がりに変えると、大きく減少する。
これが玉軸受などの転がり軸受を使用する1つの理由。
ブレーキパッドとリムまたはブレーキローターとの間の摩擦力は大きいほうが良い。
摩擦シフト (friction shifting)
シフトレバーが変速域を無段階そして連続的に動く変速シフト方式。レバー位置はチェーンがスプロケット間を移動した(変速した)という人の感覚で決め、
その位置はレバー支点の摩擦力で保持される。また、レバーはその摩擦力に抗して動かす。
不連続的に動く方式は、インデックスシフトと呼ばれる。
摩擦シフター (friction shifter)
シフトレバーが変速域を無段階そして連続的に動く変速シフト方式。レバー位置はチェーンがスプロケット間を移動した(変速した)という人の感覚で決め、 その位置はレバー支点の摩擦力で保持される。また、レバーはその摩擦力に抗して動かす。
摩擦損失 (friction loss)
摩擦による動力の損失。軸受 、チェーン 、 ディレイラー 及びハブギア などの摩擦損失がある。これらの損失は動力に比例して大きくなる。
摩擦係数 (coefficient of friction)
面間に働く摩擦力Fとその面に垂直に働いている力Rの比を摩擦係数 µ (ミュー)という。式にすると、µ = F/R 。摩擦係数 µ の値は0より大きく、1より小さい(0<µ<1)。
面間としてはブレーキパッドとリム間またはパッドとローター間などがある。垂直に働いている力としては、パッドがリムまたはローターを押している力などがある。
摩擦係数は摩擦面間の材質および状態の影響を受ける。静止状態で働いている静摩擦係数および運動状態で働く動摩擦係数がある。
ブレーキ掛けは動摩擦係数が関係する。動摩擦係数は静摩擦係数より小さく、かつ速度、面圧および面温度の影響を受ける。チェーンなどは摩擦係数が小さいほどよいが、ブレーキは摩擦係数が大きいほどよい。
自転車においては、ブレーキ、チェーン、タイヤ及び軸受などの摩擦係数がある。摩擦係数にかかわる科学技術としては、トライボロジーがある。
- ブレーキの摩擦係数
ブレーキパッドとリムまたはブレーキローター間の摩擦係数。次の場合は摩擦係数が低下する傾向がある。
1) 面間の相対速度が大きいほど: 早く走ると相対速度は大きくなる。リムはローターより大きいため、相対速度は大きくなる。
2) 面圧が大きいほど: パッドを大きくすると、面圧は低下する。ローターはパッドを大きくできる。
3) 面間の温度が高いほど: パッドとリムまたはローターとの摩擦熱で温度が上がる。ローターが大きいと放熱効果も大きい。 - チェーンの摩擦係数
摩擦係数は、異種の金属間の方が同種の金属間よりも小さく、磨耗も少ない。そのため、チェーンのピンとブッシュは異種金属とする。 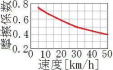 タイヤの摩擦係数
タイヤの摩擦係数
タイヤと路面の摩擦係数。右のグラフに走行速度と摩擦係数の関係例を示す。このグラフの縦軸はタイヤとアスファルトの間の摩擦係数。
走行速度(横軸)が大きくなるにつれて、摩擦係数は小さくなっている。 摩擦係数は スリップ比 の影響も受ける。
凍結した路面においては、タイヤの摩擦係数は小さく滑りやすい。
摩擦力 (トラクション 、frictional force、traction force、traction)
概要
外力または運動と反対の向きに接触面に働く力。
ブレーキ
ブレーキパッドとリム(またはブレーキローター)間の摩擦力。
タイヤ
タイヤと路面の摩擦力を式で表すと、
タイヤと路面の摩擦係数は、タイヤ材質(天然ゴムまたはブチルゴムなど)、タイヤ圧力、路面の材質(アスファルトまたはコンクリートなど)、路面の状態(乾、湿及び起伏など)および走行速度などに依存する。
タイヤが路面との間で滑り始めると動摩擦力となり、それは静摩擦力より小さい。
オフロードにおいては、タイヤの突起と地面の引っ掛かりが影響するので、グリップという用語も使われる。
コーナリング
コーナリングでブレーキをかけると、コーナリングの横方向力にブレーキ掛けによる前方向の力が加わり、その合力が摩擦力より大きいと、滑って転倒する可能性がある。
言い換えると、コーナリング時には摩擦力の多くが横方向の力として使われているため、ブレーキングに残された摩擦力は少なく、従ってブレーキをかけると滑りやすい。
安全上、必要ならコーナリングの前にブレーキをかけ、コーナリング時にブレーキをかけないことが望ましい。
コーナリング時の横方向の力は、速度の2乗に比例し、回転半径に反比例する(半径が小さいほど力は大きい)。
マススタート (mass start)

競技における集団スタートのこと。
全ての競技者が同時にスタートすること。このマスは名詞。マスドスタートとも言う。
マスは塊、集団という意味。その競技はマススタート競技と言う。写真はマウンテンバイク競技の集団スタート。
マスドスタート (massed start)
集団スタート。全ての競技者が同時にスタートすること。このマスは動詞。マススタートとも言う。その競技はマスドスタート レースと言う。
マスターシリンダー (master cylinder)


油圧ディスクブレーキ(流体ディスクブレーキ)のブレーキレバーに付属している油圧シリンダー。
シリンダーは円筒のこと。
ブレーキレバーを握ると、マスターシリンダーの中のピストンを押して油圧(流体圧力)が上がる。
上昇した油圧は接続したホース(チューブ)によってブレーキキャリパーのキャリパーシリンダーに伝達され、ブレーキパッドの付いたピストンを押す。
このように、油圧ブレーキにはマスターシリンダー及びキャリパーシリンダーの二種類のシリンダーがある。
軽量化のために、シリンダーの材料としてマグネシウム合金を使っているメーカーがある。
シリンダーをブレーキフード部に内蔵させた形がある。
右図はそれを示すシマノの米国特許の図面。
図のMCがマスターシリンダーでPはピストン。
ブレーキレバーを引くとピストンを押すようになっている。
マスターリンク (master link、chain master link)
連結リンクのこと。チェーンの内リンク同士を比較的容易に連結および取外しができるようにしたリンク。
一般には、連結ピンで連結するので使われないが、チェーンを外して清掃および洗浄をしたい場合などに使われる。
外装変速機のチェーンに使う場合は、カセットスプロケットをこすらないリンク幅であること。
汚れおよび腐食などでマスターリンクを手で外すことが難しくなったときは、マスターリンクプライヤーという工具で外すことができる。
メーカーは、独自の商品名を付けて販売しており、例えば、コネックスリンク(ウイッパーマン社)、ミッシングリンク (KMC社)および パワーリンク(SRAM社) などがある。![]() 参考資料 「チェーン」 マスターリンク
参考資料 「チェーン」 マスターリンク
マスターリンクプライヤー (master link plier)

チェーンのマスターリンクが汚れおよび腐食などで手で外すことが難しくなったときに使う工具。
プライヤーの先端をマスターリンクに差し込み、プライヤーの取っ手(ハンドル)を締め付けると外れる。
メーカーは、Park Tool 、など。
真直ぐブレード (straight blade)
フォークにおいて、曲がっていない真直ぐなブレード。材質が炭素繊維強化樹脂(CFRP)などの場合は、作りやすい。
オフセットを作るには、操縦管中心線に対して、ブレードを前方に傾けて作る(右図)。ストレートブレードともいう。
断面形状は楕円又は長方形。
真直ぐフォーク (straight fork)
ブレードが曲がっていない真直ぐなフォーク。材質が炭素繊維強化樹脂(CFRP)などの場合は、作りやすい。
オフセットは、操縦管中心線に対して、ブレードを前方に傾けて作る(右図)。ストレートフォークともいう。ブレードの断面形状は楕円又は長方形。
股すき間 (crotch clearance、standover clearance )


概要
自転車を直立させて、靴をはいて上管(トップチューブ)にまたがって立った時の上管上端と股の間の垂直距離。
計算式
股すき間は、股下寸法から上管高さを引くと得られる。式で表すと、
実例
股すき間まは、ロードバイクでは20~30mmそしてマウンテンバイクではオフロードの状態に応じて、50~100mmが望ましい。
フレームサイズ
股すき間は、フレームサイズを決める一つの基準となる。
股下寸法 (股下長さ、inseam length、inside leg length)


股下と床の距離。股下高さとも言う。
フレームサイズおよびサドル高さに関係する。
股下寸法は例えば次のようにして測る。両足を150cmほど離して、背を壁に接して立つ。
90°の角のある本などを股に挟み、その1辺は壁に接することによって、本の上端と床との水平を確保する。
股まで押し上げた本の上端と床の距離を測る。
身長にもよるが、脚長は股下寸法より50mm前後長い。
マビック (Mavic)
フランスのAnnecyに本社のある、ホイール、靴、ヘルメットなどを設計・生産しているメーカー。
左写真は本社外観そして右写真は工場の一部。 ホームページ

MCU (micro cellular urethane、microcellular urethane)
150µm~400µmの微細気泡を入れた多孔質ウレタンの弾性体。サスペンションの緩衝材として使われる。
メカニック (mechanic、bicycle mechanic、bike mechanic)

自転車競技、大会または自転車店などにおいて、自転車の清掃、点検、整備、組立、オーバーホールおよび修理を行う人。
他のメカニックと区別するためにバイクメカニックとも言う。女性メカニックもいる。
競技のメカニックはレースメカニックそして店のメカニックはショップメカニックと呼ばれることがある。
家庭のガレージや庭などで自転車の保全及び修理などをするメカニックはホームメカニックと言う。
左図は2008年のツール・ド・フランス、におけるシマノのメカニック。
メーカーのメカニックが得た情報は本社に送られる。
右図は2012年のツール・ド・フランスにおけるteam Argos-Shimanoのメカニック。
トラックに予備品および工具箱に入れた工具などを載せている。ホテルで宿泊する。
2011年の米国におけるバイクメカニックの平均年収は約200万円。
メカニカル (mechanical)
機械式。油圧式または電気式に対峙して用いられる。油圧式と電気式を対峙した場合は、油圧式は機械式でもある。ディスクブレーキには、機械式及び油圧式がある。
メカニカル アドバンテッジ (mechanical advantage)


機械利得。ブレーキレバーおよびキャリパーのアーム比をメカニカル アドバンテッジと呼ぶことがある。
レバーについては、支点・中指間距離を a そして支点・ロープ間距離を b とする。
キャリパーに付いては、支点・ロープ間距離を a そして支点・シュー間距離を b とする。
メカニカル アドバンテッジ(アーム比) r は、 r = a/b となる。
動きを見ると、機械利得が大きいほど、パッドの動きに対するロープの動きが大きくなる。
メカニカルキャリパー (mechanical caliper)



機械式キャリパー。
ディスクブレーキにおいて、ブレーキレバーからブレーキキャリパーへの力の伝達をロープ(ケーブル)で行う方式のキャリパー。
キャリパーはブレーキパッドが付いていてブレーキローターを挟み制動するブレーキ部品。
油圧キャリパーに較べて価格は安く、整備も行いやすいがレバーを引くのに要する力は油圧キャリパーの方が小さい。
メカニカルディスクブレーキ (mechanical disc brake)
機械式ディスクブレーキのこと。
ミーディアムケージ (medium cage)
後ディレイラーのケージ長がショートケージとロングケージの中間のもの。
メガプーリ (mega pulley)
後ディレイラーにおいて、案内プーリの歯数が13Tそして張りプーリの歯数が15Tのプーリ。
歯数が多いと回転数が小さくなり、振動、騒音および磨耗が減少する他、チェーンの伝動効率も良くなる。変速速度は速くなる。
めがね (glasses、cycling glasses、sport glasses、eyewear)

概要
オフロードを走る場合などは、サイクリング用のめがねをかける。
そして、低木の枝、他人や自分の自転車が跳ねた小石や泥および昆虫から目を保護する。
レンズ
直接に目に入る日光を避けるため、かつUV(紫外線)を遮断するためにサングラスとなっている。
偏光レンズとなっているものは、反射光を遮断する。
レンズの材質は、ポリカーボネイトなど。耐衝撃性が必要。
レンズの色などにより明るさが異なる。色の異なるレンズと交換ができるものもある。
カメラ
ビデオカメラを内蔵したメガネがある(右図)。
ディスプレイ
めがねフレームに取付けるヘッドアップディスプレイ(HUD)がある。
メーカー
オージーケーカブト 、シマノ 、山本工学 、AGU 、Alpina 、Bollé 、Briko 、Cratoni 、Endura 、Exustar Enterprise 、Giro 、Hilco 、Hostettler(ixs) 、Julbo 、
Kaenon Polarized 、Limar 、Nannini 、Northwave 、Oakley 、Oriver 、Cape Evolution 、Rivolta 、Rudy Project 、Ryders Eyewear 、Shimano 、Smith Optics 、
Sports Optical 、Swiss One 、Tifosi Optics 、Uvex Sports 、Wiley X 、など。
めがねレンチ(めがねスパナ、offset wrench1、offset spanner、ring spanner)
頭部の穴に六角ボルトまたはナットの角が当たる12箇所のへこみを設けたレンチ(JIS B4632)。スパナは6角を2点で回すのに対し、めがねレンチは6点で回すので、スパナのように6角の角をつぶすことが無い。
メガレンジ (megarange)


メガレンジは後輪の歯数34Tのシマノのスプロケットのこと。
後輪の変速用スプロケット群(カセットスプロケット)の中の歯数34のスプロケットには、
赤い字又は白い字で MEGARANGE の刻印があるので、メガレンジと呼ばれる。
メガレンジを使うと速度比(ギア比)が小さくなるので、登坂が楽になる。
34Tのスプロケットを含むカセットスプロケットは、メガレンジカセットということもある。
6段の歯数は、14_15_18_21_24_34で、メガレンジとその前のスプロケットの歯数差は10Tとなっている。
7段の歯数は、11_13_15_18_21_24_34で、メガレンジとその前のスプロケットの歯数差は10Tとなっている。
8段の歯数は、11_13_15_17_20_23_26_34で、メガレンジとその前のスプロケットの歯数差は8Tとなっている。
めっき (plating)


防食、耐摩耗性及び装飾などのために、金属の表面を他の金属の薄膜で覆うこと。めっき方法には電気めっき、溶融めっき及び蒸着めっきなどがある。
めっきの金属としては、亜鉛、ニッケル、クロム、銅、真鍮及び亜鉛などがある。
リム、スポーク及びニップル、チェーン及びフレームなどには、めっきをしたものがある。
左図は真鍮めっきをした自転車そして右図は銅めっきをした自転車。
面取り (chamfering)

90度などに尖った角を無くすために、角を(削り)取ること。
面取りした後の角の形状は、30°又は45°などのの斜面または曲面など。
右図は面取りをした軸(シャフト)。
ディレイラーによる変速時に、カセットスプロケットとのオン・オフを早くするために、面取りをしたチェーンがある。
メリノ (merino、merino sheep)

羊の一品種。
スペインの原産で、オーストラリア、フランス及びアメリカなどで質のよい羊毛を取るために改良された。
毛は柔らかく、長い。
メリノの毛は、メリノウールと言われる。
メリノウール (merino wool)

メリノの毛。
柔らかく、長い。
ジャケット、ジャージー及びソックスなどに使われることがある。
メッシュジャージー (mesh jersey)


メッシュ繊維で作ったジャージー。
夏のロード競技の暑さ対策として作られている。
太陽光の熱及びUVに対しては無力。
体に日焼け止めを塗る必要があることがある。
右図は日焼けの例。
左図はチームスカイのメッシュジャージー。
メッシュスキンスーツもある。
メッシュスキンスーツ (mesh skinsuit)
メッシュ繊維で作ったスキンスーツ。メッシュジャージーもある。夏のロード競技の暑さ対策として作られている。
メッセンジャーバックパック (messenger backpack)
概要




縦型のメッセンジャーバッグに、バックパック用の帯を付けた形を基本とするバックパック(リュックサック)。
メッセンジャーパックともいう。
仕様
容量は大きい。メッセンジャーバッグの荷物の取出し易さは失われている。帯の架け替えによって、メッセンジャーバック及びバックパックになるものもある。
メーカー
Chrome Industries 、BBP Industries 、Tumi 、など。
メッセンジャーパック (messenger pack)
メッセンジャーバックパックのこと。
メタルリンクブレーキ (metal link brake)

シティ車用などに使われる後輪ブレーキの一種。株式会社ヨシガイの商品名。
メタルボスをメタルリンクで締め付けて、金属同士の摩擦で制動する。摩擦熱は放熱板で放熱する。
一般のバンドブレーキと互換性があり、そのハブに装着できる。質量は530gでバンドブレーキより大きい(重い)。
次のような意図の下に作られている。
(1) ブレーキライニングをなくして、雨天制動時の不安定さをなくす。
(2) グリースを注入して、制動時の音鳴りを無くす。
MHR (maximum heart rate)
最大心拍数
マイクロドライブ (micro drive)
1992年にサンツアーがマウンテンバイク用に出した最小歯数19のクランクセット。大きなスプロケットと同等のギア比およびギアレンジを小さなスプロケットで達成しようとしたもの。
スプロケットに高度な熱処理を施すことにより、少ない歯数の耐久性上の欠点を克服した。PCDは小スプロケット用が56mmそして中および大スプロケット用が94mm。
その後1994年にシマノはハイパードライブC(コンパクト)の名称で、最小歯数20のクランクセットを出した。
PCDは小スプロケット用が58mmそして中および大スプロケット用が94mm。コンパクトドライブのような名称になっているが、マイクロドライブに近い。
マイクロアジャスト サドル支柱 (micro adjust seatpost、microadjust seatpost)


サドルクランプの角度、従ってサドル角度が微調整できるサドル支柱。2本ボルト(または1本ボルト)で無段階に角度調整できるもの及び0.5°おきに調整できる形などがある。
無段階調整できる形の一例は、クランプ下部が円弧状になっており、同じく円弧状になった支柱上端の中で回転する。前後のボルトの引きの違いによって角度が決まる。なお、サドル角度の標準は0°(水平)。
マイクロアジャスト シートポスト (micro adjust seatpost、microadjust seatpost)
マイクロアジャスト サドル支柱 のこと。
マイクロシフト (microSHIFT)
台湾の外装変速機メーカーであるAD-? Engineering社(1999年創業)の商標。製品はシフター、前ディレイラー及び後ディレイラーなど。 シマノ互換品も作っている。
ミドルギア (middle sprocket)
ミッドソール (midsole)
靴において、インナーソール(中敷)とアウターソール(靴底)の間にある層。衝撃の吸収などのために、足裏にあわせた形状となっている。
MIG溶接 (metal inert gas welding)
溶接ワイヤーと溶接部材の間にアーク放電を作り、ワイヤーおよび部材を溶融させて溶接ビードを作る。溶接箇所は不活性ガス(アルゴン、ヘリウムなど)で覆い、酸素などによる溶接品質の劣化を防止する。溶接ワイヤーの材質は、一般に溶接部材の材質と同じとする。
TIG溶接 は消耗しない電極を使い、溶接ワイヤーを溶融させるのに対し、MIG溶接は溶融して消耗する溶接ワイヤーを電極として使う。
MIG溶接の特徴はワイヤの溶融速度が大きく溶け込みが深く高能率であること、溶接技能の習得が比較的容易であること、および自動化し易いこと。フレームの溶接などに使われる。
右前 (front right、front brake lever on right)
ハンドルの右側のブレーキレバーで、前輪のブレーキを操作する方式。左側のブレーキレバーで、後輪のブレーキを操作する。左側通行国は右前が多い。日本は右前。![]() 参考資料 「左右のレバーと効き車輪」
参考資料 「左右のレバーと効き車輪」
右ねじ (right hand thread、right thread)
普通のねじ。右に回すと締まり、左に回すと緩む。
左ねじは左に回すと締まり、右に回すと緩む。
見かけ風速 (apparent wind speed)
自転車速度Uによって生じる風速と自然風の速度Vが合わさった見かけの風速Vaのこと。自転車進行方向に対する風の角度をαとして式で表すと、
完全な向かい風の場合は、 α=0° であるから cosα = 1 そして sinα = 0 となり、見かけ風速 Va = U + V となる。
完全な横風の場合は、 α=90° であるから cosα = 0 そして sinα = 1 となり、見かけ風速 Va = ( U2 + V2 ) -0.5 となって、自転車速度Uより大きい。
なお、風に対抗する動力Pは、次式で表される。ここに、Cは定数そしてβは、見かけ風の角度。
見かけ風の角度 (angle of apparent wind)
自転車速度によって生じる風と自然の風が合わさった見かけの風の自転車進行方向に対する角度。見かけ風の角度βを式で表すと、
ここに、β:見かけ風の角度、α:自然風の角度、U:自転車速度、V:自然風の速度、Va:見かけ風速。
ミネラルオイル (mineral oil)
鉱油。鉱油系潤滑油。石油を蒸留して作る。
ミニサイクル (mini bicycle)



日常の交通手段に用いる短距離低速走行用の自転車で車輪の呼び径24型以下のもの。
サドル高さは750mmを超え1100mm以下。高さの調節範囲はサドル支柱100mm以上、ハンドルステム35mm以上。ホイールベースは大径車と大差ない。
変速機の付いたものが多い。
車輪の呼び径20型以下の自転車は、小径車という。
ミニ空気入れ (ミニポンプ、mini pump)


概要
フレーム空気入れより短く軽い空気入れ。フレーム空気入れより空気を入れる時間がかかる。
非常用の空気入れと見なしてよい。
大きさ
全長は100~290mm。ジャージーのポケットに入るものもある。短いとハンドルを押す回数は多くなる。
質量
50~170g。
接続
バルブとの接続方法は、手でバルブに押し付けておく形及びバルブにねじ込む形がある。
特殊仕様
(1) マウンテンバイク専用の形がある。

(2) 仏式バルブ及び米式バルブのいずれにも対応できる形もある。
(3) アダプターを付けているものもある。
(4) Tハンドルになるものもある。
(5) 小さい圧力計の付いた形もある。
(6) バルブが汚れないようバルブカバーの付いたものもある。![]()
(7) フレームへの固定具が付属しているものもある。
(8) 竹製のにぎりが付いているものもある(右から2番目の図)。
(9) 本体を握ったときに滑らないよう、本体にゴム製の握り部を付けた形がある。
(10) 押し及び引きいずれにおいても空気が入るようになっている形式(往復空気入れ)がある。![]()
(11) ホースが付属している形がある。
(12) 透明な胴の中にLEDで照らす光ファイバーが入っていて赤く光るミニポンプがある。サドル支柱などに取り付けて尾灯の役目をする。
(13) バルブを傷めずかつ操作し易いよう、内蔵したホースを引き出して90°曲げて使う形がある(右図の黄色の矢印)。
ホルダー![]()
ポンプをフレームに取付けるための空気入れホルダー(保持器)がある。
材質
本体材質はアルミ合金、炭素繊維強化樹脂(CFRP、俗に言うカーボン)およびABS樹脂など。
メーカー
Airace 、Agu Bv(Cordo) 、Axiom Performance Gear 、BBB Bike Parts 、Bell Sports(Blackburn) 、Birzman 、
Cannondale Bicycle 、Co-luck Enterprise 、Crankbrothers 、Filzer 、Giant 、IPump 、Lezyne 、
Maxgear 、Meqix 、
Merida 、Oxford Products 、Park Tool 、Portland Design Works 、Ravx 、
Silca 、SKS 、Syncros 、Topeak 、
Yung Fang Plastic 、Zaw Tien Precision (Airbone)、など。
ミニVブレーキ (mini V brake、mini V)
概要
Vブレーキ(シマノの商標)のアーム(キャリパー)を短くしてロープ(ケーブル)の引き距離を少なくし、ロード用のブレーキレバーが使えるようにした、第3メーカー(Tektro社等)がVブレーキに似せて作ったリムブレーキ。
シマノの商標に抵触しないよう、ミニV形ブレーキまたはミニVブレーキなどと名付けている。
用途

サイクロクロス競技に使われるサイクロクロスバイクなどに使われることがある。
仕様
アーム長さ(芯-芯)は旧新の形式によって異なり50~100mmそして支点シュー間距離25±5mm。
アーム比は旧新の形式によって異なり約2~3。
問題点
泥よけを付ける空間がないのが欠点。アーム比が小さいため、Vブレーキのブレーキ力はない。
材質
キャリパー材質は、アルミ合金、マグネシウム合金又はチタン合金など。
質量
103~164g。
メーカー
ヨシガイ 、Tektro Technology 、TRP Brakes 、など。
マイナスねじ回し (flat-blade screwdriver、flat-tip screwdriver、flat-head screwdriver)
頭にマイナスの切り込みを持ったねじを回すためのねじ回し。
JIS B4609(ねじ回し-すりわり付きねじ用)によれば呼び寸法は、先端部の幅w x 本体長さL、で表す。
呼び寸法としては、4.5x50 、5.5x75 、6x100 、7x125 及び 8x150などがある。
メーカーは、エンジニア 、など。
ミッシングリンク (MissingLink)


チェーンの工具使わずチェーンを連結できる、台湾のチェーンメーカーであるKMC社のチェーンの連結リンク(外リンク)。
連結する2つの内リンクのブッシュ穴にミッシングリンクのピンをそれぞれ差し込み、ブッシュを出たピンの溝に外リンクの穴を入れて、ピンと外リンクをペダルを踏んだ力で結合する。ただし、結合および解体を容易に行うために、KMC社製のミッシングリンク
プライヤーという工具もある(右図、プライヤーの柄は省略)。
リンク(ピン)幅は、7.4mm(6,7速用)、7.1mm(8速用)、6.6mm(9速用)及び6.2mm(10速用)の4種類ある。
ミッチェルトンベイサイクリングクラシック (Mitchelton Bay Cycling Classic)

南東オーストラリアのビクトリア州の都市・ジーロング(Geelong)のポートフィリップベイ周辺で毎年夏に行われる4ステージのロードサイクリング競技。
競技は男性(men)及び女性(women)に分かれて行う。
ジーロングの人口は約12000人。
クライテリアムでもある。
スポンサーは、Subaru Australiaなど。 公式ホームページ


密度 (density)
物質の単位体積の質量。例えば、1m3の質量が1,000kgなら、密度は1,000kg/m3となる。4℃の水の密度は1,000kg/m3。
密度が小さいと軽い。炭素鋼の密度と比較すると、アルミ合金の密度は約1/3、チタン合金の密度は約1/2そしてCFRP(炭素繊維強化樹脂)の密度は約1/5である。
ミキサー自転車 (mixer bicycle)

後荷台に装着したミキサーの軸端に付けたゴム製ローラーを後輪ハブに押し付けて、ホイールの回転でミキサーを回してジュースを作る自転車。
後を振り向かないと様子が分らない。
イベントなどに使われる。
後ろ向きに自転車を漕ぐ形がある。 「ミキサー自転車」
メーカーは、Alternative Bike 、など。
ミキスト (mixte、mixte frame、mixte bike)



上管(トップチューブ)が後下がりの2本の細い管でできており、頭管(ヘッドチューブ)の上部に連結して、さらに立管(シートチューブ)中間の両横に連結後、
チェーンステイ後端の後つめまで達しているフレーム構造又はその自転車。
一般の自転車のステイ(ステー)は、シートステイおよびチェーンステイであるが、
ミキストは上管と一体になった第3のステイが追加された形となっているので強度はある。上管高さ(スタンドオーバー)はやや低い。
外装変速機の付いた形もある。
米国では主にシティ車として使われる女性用の自転車とされているが、仏語のmixte(ミクストと発音する)は、男女共用という意味。
自転車は男性が乗るものとして作られていたので、男女共用とは女性用という意味でもある。欧州では男女共に使っている。日本では女性が町中で乗っているのを稀に見かける。
メーカーは、Charge Bikes 、Kona 、Linus 、Public Bikes 、Velo Orange 、など。
溝つきサドル (cutout saddle、grooved saddle)
サドルの中央部に溝を設けたサドル。カットアウトサドルと同じ。
水玉模様 (polka dots)






水玉のような小さい円形を一面に散らした模様。
MKS (MKS)
三ヶ島製作所 の商標。競輪自転車用のペダルなどを作っている。
モーダルシフト (modal shift)
輸送手段を転換すること。輸送手段としては、電車(在来線、新幹線、路面電車およびモノレール)、バス、自動車、自転車、トラック、飛行機および船などがある。
転換の目的は、(1)二酸化炭素の排出量を減らして温暖化対策とすること、および(2)輸送費を削減すること(トラックから鉄道への転換など)、などがある。
オランダなどは1960年代に交通渋滞および大気汚染対策として、自動車から自転車への転換を推進して効果をあげた。
その手段の一つとして、自転車レーンの整備が大規模に行われた。
自動車から自転車への転換を推進している先進国の自治体は多い。カーフリーデイがある。
戻り行程 (return stroke、up stroke)
ペダル行程において、下死点(180゜点)から上死点(360゜点)までの動き。
戻り調整 (rebound adjustment、rebound damping adjustment)
緩衝器(サスペンション)において、ピストンが圧縮された後の戻り速度を調節すること。
戻しばね (リターンスプリング、return spring)
概要
ディレイラー及びキャリパーブレーキを操作した後に元の位置へ戻すためのばね。
ディレイラー
前ディレイラーおよび後ディレイラーなどに使われているが分解しないと見えないものが多い。
その戻し機構に応じて、各種のばねが使われているがねじりコイルばねが多い。
ディレイラーにおいて、チェーンを大スプロケットから小スプロケットへ移すときは、シフトレバーを動かす手の力でロープ(ケーブル)を介して動かすが、大スプロケットから小スプロケットへの移動は、手の力で動かした時に貯えられた、戻しばねの力で行う(その逆もある)。
戻しばねの力を調節できるようにした形もある。
ばねの力を強くすると戻りはスムーズに行くが、行きのレバーは重くなるので、自分に合った妥協点を見つける。
ブレーキ
右図は某社のシングルピボットブレーキの戻しばねを示す。
ブレーキを掛けた後は戻しばねでキャリパー及びリムブレーキパッドをを元の位置に戻す。![]() 参考資料 「低ノーマルと高ノーマル」
参考資料 「低ノーマルと高ノーマル」
モジュレーター (modulator、power modulator)
Vブレーキなどのブレーキレバー操作の過大な力を吸収し、ブレーキパッドによる急激な締め付けを軽減する部品。
ブレーキの効き始め及び効き終わりは、通常のブレーキの効きとなり、その間はブレーキレバーの引き距離を増すことによりブレーキの効きを緩やかにする。
ブレーキレバー部に内蔵したものもある。
メーカーは、シマノ 、など。
木製フレーム (wood frame)


硬い木材で作ったフレーム。
次のような3種類の主な製法がある。
(1) U形溝状にCNC切削加工した左右二つ割のフレームを張り合わせて、モノコック構造とする。
ヘッドセットの付く頭管、立管のサドル支柱が入る部分及びボトムブラケットの付くBBシェルは、金属管で内側を補強している。
(2) 木材を積層し、接着剤で接着して作る。上管(トップチューブ)、シートステイ及び下管(ダウンチューブ)は曲げている。
(3) 木材で作った管を接着してフレームとする。
メーカーは、Ghisallo Wooden Rims 、など。
木製ハンドル (wooden handlebar)



木材で作った
ハンドル。


木製自転車 (wooden bicycle、wood bicycle)



概要
フレームを木材で作った自転車。
木材
ヒッコリー、ウオールナット、マホガニーなどの硬材(ハードウッド)を使っている。
メーカーが選定している硬材は、CFRP(俗に言うカーボン)よりも
振動吸収性及び耐衝撃性に優れていると言う。
塗装をしているので一見して木材とは分からないものがある。![]()


構造
次のような3種類の主な製法がある。
(1) U形溝状にCNC切削加工した左右二つ割のフレームを張り合わせて、モノコック構造としている。
(2) 木材を積層し、
接着剤で接着して作る。
(3) 市販の合板を使う。
(4) 木材で作った管を接着してフレームとする。

車種
シティ車、ロードバイク及び
マウンテンバイクがある。
頭管及び立管上部には、金属管を埋め込んでいる。
キット
組立キットとなっていて自分で組み立てる形がある。






メーカー
ターミナル(幼児用) 、BSG Bikes 、Connor 、Flatframesystems 、
Sanomagic 、GP 、Sandwichbike 、
SplinterBike 、Renovo Design 、
Waldmeister Bikes 、Woodelo 、など。
木製リム (ウッドリム、wooden rim、wood rim)


木材で作ったリム。
木材の種類はオーク(カシ・ナラの類)など。
1940年代頃まで一般的に使われた。現在も少しではあるが使われている。
木製リムは軽く、強度及び弾性がある。
一例は、高さ19.5mm、幅30.6mmそして質量663g。
ブレーキはリムブレーキ及びディスクブレーキがある。リムブレーキパッドはカーボンリム用を使う。
メーカーは、Ghisallo Wooden Rims 、など。
モンキレンチ (monkey wrench、adjustable wrench)
| レンチの呼び | 100 | 150 | 200 | 250 | 300 |
| 最大開き幅 | 13 | 20 | 24 | 29 | 34 |
| ボルト最大呼び | 8 | 12 | 16 | 18 | 22 |

各種呼び径のボルトやナットに対応できるよう、口の開き幅が調節できるようにしたレンチ。
猿(モンキー)の頭に似ているので、名づけられたらしい。
モンキーレンチとも呼ばれる。右表のように各種の長さ(モンキレンチの呼び)がある。口がスパナ芯に対して22.5°または15°傾いているので(図のa角)、スパナの柄が何かに当たる場合は、裏返すと当たらなくなる。
本格的な組立てや整備には、トルクレンチ又はめがねレンチを使う。
メーカーは、エンジニア 、京都機械工具 、トップ工業 、ロブテックス 、など。
モノコック (monocoque)

殻構造。仏語で、モノ(mono)は1そしてコック(coque)は殻の意味。モノコックは一つの殻という意味。殻(から、外皮)で大部分の荷重を受ける。
モノコックフレーム(右図)などがある。
軽量かつ空気抵抗の小さいフレームなどを作ることができるが、形状が菱形フレームでないと、国際競技には出られない(UCIの規定)。
モノコックフレーム (monocoque frame)


モノコック(殻)構造のフレーム。
炭素繊維強化樹脂(CFRP)で作られる。
タイムトライアルバイクなどに使われる。
メーカーは、Aegis 、ITM Bike Components 、Kinesis 、Pedal Force 、Pro-Lite 、など。
モトクロス (motocross)
第二次世界大戦後、欧州で始まったオフロードのオートバイ競技。モトは仏語でオートパイのこと。クロスはクロスカントリーのクロス。急な上り坂、下り坂、曲がりおよびジャンプなどがある閉じたコースで争う。年齢(一例は6才~65才)および技能水準による級分けをして、級毎の競技とすることが多い。自転車によるバイシクルモトクロスもある。
マウンテンバイク (MTB、mountain bike)



概要
オフロードの山(マウンテン)や丘を走るように設計された自転車。ゲイリーフィッシャーの登録商標であるが、一般名化している。MTBとも言う。
タイヤ
サイズは26型が一般的であるが、29型(自転車は29erという)もある。タイヤは幅の広いブロックタイヤを装備している。
変速
外装変速機付が多いが内装変速機付もある。変速機の付いていない単速マウンテンバイク もある。

分類
前後の緩衝器(サスペンション)の有無で分類すると、
(1) リジット(前後サスペンション無し)
(2) ハードテイル(前サスペンションのみ)および
(3) フルサスペンション(前後にサスペンションあり)に分かれる。
商品としてはハードテイルが多い。リジットは極めて少ない。
マウンテンバイクを街乗りに使う場合は、緩衝器は高価で重くなるため不要である。
電動式
電動補助のマウンテンバイクがある。電動機はクランクセットの前方に付いている。
立管(シートチューブ)から出たコードにプラグが付いており、バックパックに入れたバッテリーと接続する。
電動機出力はハンドルのにぎりの根元に付けた出力制御器を回すことによって変える。
マウンテンバイキング
娯楽として、マウンテンバイクに乗ってオフロードを走ることをマウンテンバイキングという。
その人は、マウンテンバイカーという。
質量
各メーカーの仕様より拾って、マウンテンバイクの質量を右図のグラフに打点して示す。
黒点はハードテイルそして赤点はフルサスペンションを示す。
ハードテイルの質量は約10~17kgそしてフルサスペンションの質量は約12~20kgである。
競技
マウンテンバイクによる競技としては、クロスカントリー競技及びダウンヒル競技などがある。
スペインで行われているマウンテンバイク競技として、アンダルシアバイクレースがある。
メーカー
マウンテンバイクのメーカー。
協会
日本マウンテンバイク協会![]() 参考資料 「自転車の種類」 マウンテンバイク
参考資料 「自転車の種類」 マウンテンバイク
マウンテンバイクフレーム (MTBフレーム、mountain bike frame、MTB frame)
概要

マウンテンバイクに使う/又は使われているフレーム。
種類
マウンテンバイクの種類に応じハードテールフレームおよびサスペンションフレームがある。
サスペンションのトラベルは、120~200mm。サイズで分類すると、26型および29型(29er)がある。
フレーム材質
アルミ合金、クロムモリブデン鋼、炭素繊維強化樹脂(CFRP、俗にいうカーボン)又はチタン合金など。
アルミ合金製は陽極酸化によって、銀色または黒色などに着色しているものがある。
メーカー
Alutech Bikes and Parts 、Arrow Racing 、Astrix Sports 、Chromag Bikes 、Chumba Racing 、Commencal Bicycles 、Corsair Bikes 、DunCon Bikes 、Dark Cycles 、Element Technic 、
Evil Bike 、Fatback Bikes 、Ibis Cycles 、Jinn Yeh Industrial 、K9 Industries 、Knolly Bikes 、Lenz Sport 、Liteville 、Misfit Psycles 、Nicolai 、Nukeproof 、Original Bike Engineering 、Pace Cycles 、Pipedream Cycles 、Pronghorn Racing 、PZracing 、Ragley 、Siren Bicycles 、Spank Bike 、Supercross BMX 、
Syntace 、Turner Suspension Bicycles 、Vassago Bicycle Company 、Ventana Mountain Bikes 、Willits Bikes 、Xi’an Changda Titanium Products 、
など。
マウンテンバイクヘルメット (mountain bike helmet)
オフロードでマウンテンバイクに乗るときに着用するヘルメット。フルフェースヘルメットなどがある。
メーカーは、Bell Helmets 、Giro 、iXS 、South Shore Bicycles 、など。
マウンテンバイクリム (mountain bike rim)
マウンテンバイク(MTB)のMTBホイールに使うリム。リム幅は20~40mm。ディスクブレーキ専用の形もある。
スポーク穴数は36穴が一般的であるが、32穴又は28穴もある。ハブのスポーク穴数と同じでなければならない。
メーカーは、Affix 、Arrow Racing 、Funn 、Nuke Proof 、Quad Technologies 、Syncros 、など。
マウンテンバイクステム (mountain bike stem)
マウンテンバイクに使うハンドルステムで、MTBステムとおなじ。
マウンテンバイクタイヤ (mountain bike tire)
マウンテンバイクに使うタイヤで、 MTBタイヤ と同じ。
メーカーは、パナソニック ポリテクノロジー 、Arrow Racing 、Kenda Tires 、Maxxis 、Michelin 、Ritchey Design 、WTB 、など。
マウンテンバイクトレイル (mountain bike trail)
マウンテンバイクに乗って走るオフロードの道。自然の道及び人工の道がある。マウンテンバイクイベントが行われることがある。
マウンテンバイクホイール (mountain bike wheel)


概要
マウンテンバイク(MTB)に使うホイール。
リムブレーキ用及びディスクブレーキ用がある。
前輪用及び後輪用がある。
リムはMTBリムそしてタイヤはMTBタイヤを使う。
サイズ
24型、26型、27.5型及び29型。26型が多い。
スポーク数
28、32、36及び48本。
メーカー
シマノ 、Affix 、American Classic 、Bontrager Wheelworks & Components 、Crankbrothers 、Da Bomb 、DMR Bikes 、DT Swiss 、Easton Sports 、Fulcrum Wheels 、Funn 、Halo 、Hope Technology 、
Industry Nine 、Leaf Cycles 、Loaded Precision 、Maddux 、Nox Composites 、Nuke Proof 、Spank Bike 、Stella Azzurra 、Sun ringlé 、Syncros 、Vuelta 、WTB 、など。
マウンテンバイカー (mountain biker)
マウンテンバイクに乗ってオフロードを走る人。集団走行(グループライド)することもある。 マウンテンバイクでオフロードを走ることは、マウンテンバイキングと言う。
マウンテンドライブ (Mountain Drive)


ボトムブラケットとクランクの間に付けた遊星歯車で変速を行う方式のスイスのSchlumpf Innovations社の商品名。
マウンテン(山)上り時の減速に使うというのが語源。
スパイダーの付いたクランクが付属している。
変速はクランク軸部に設けたボタンを靴のかかとで押すことによって行う。
右クランク軸部のボタンを押すと低速になり、左クランク軸部のボタンを押すと元に戻る。
ギア比は0.4(2.5:1、減速)のみ。例えば、スプロケットが38Tの場合は38Tx 0.4 =15Tより、
38Tおよび15Tのスプロケットが付いていることと同等となる。
靴で操作するので、シフターおよびロープ(ケーブル)は不要。
効率は約96%。後輪を変速する内装変速機または外装変速機と組み合わせて使うことにより変速段数は倍になる。
チェーンラインは43、45または50mm。スプロケットのPCDは110mmまたは130mm。
マウンテンバイキング (mountainbiking、mountain biking)
マウンテンバイク(MTB)に乗ってオフロードを走ること。 1人で走る場合及び仲間で走る場合などがある。
mph (miles per hour)
毎時マイル。1 mph = 1.61 km/h。
mphを半角数字で入れて、計算を押してください![]() km/h に変換されます。
km/h に変換されます。
英国の首都ロンドンは自転車通勤者などの安全に配慮して、幅の狭い道では自動車に対して20mph(32.2km/h)の速度制限を設けている。
® (registered trademark)
登録商標の記号(丸の中にRの文字)。
MSRP (manufacturer’s suggested retail price)
メーカー希望小売価格。
MTB-O (mountain bike orienteering)
マウンテンバイクオリエンテーリングの略記号。
MTBクランクセット (MTB crankset、mountain bike crankset)
マウンテンバイク(MTB)に使うクランクセット。強度を必要とする。
メーカーは、シマノ 、Hive 、など。
MTBフォーク (MTB fork、mountain bike fork)
マウンテンバイク(MTB)に使うフォーク。リジットフォーク及びサスペンションフォークがある。スルーアクスル(貫通軸)の付いた形もある。
リジットフォークのメーカーは、Affix 、Element Technic 、Original Bike Engineering 、など。
MTBハンドル (MTB handle bar)
概要
用途に応じて平ハンドルから上がりハンドルまである。
ハンドル幅
幅が広いと制御性は良いが俊敏性は良くなく空気抵抗は大きくなる。その妥協点として、肩幅より10~15cm広いハンドルが使われる。
弓のこ又はパイプカッターで切断して、幅を狭めることはできる。
クランプ径
ハンドルの中央部の直径であるクランプ径は、伝統的な25.4mm (1")及びオーバーサイズの31.8mm (1-1/4")がある。
材質
アルミ合金、クロモリ鋼、チタン合金又はCFRP(炭素繊維強化樹脂、俗に言うカーボン)が使われる。
にぎり及びプラグ
ハンドルの両端には、手の滑り防止及び緩衝などのためのにぎり、及びエンドプラグを付ける。
メーカー
Blackspire Designs 、Burgtec 、Funn 、Joystick Bicycle Components 、L.H. Thomson 、Misfit Psycles 、Ravx 、Syncros 、など。
MTBヘルメット (mountain bike helmet)
オフロードでマウンテンバイク(MTB)に乗るときに着用するヘルメット。フルフェースヘルメットなどがある。
メーカーは、South Shore Bicycles 、など。
MTBハブ (MTB hub)
マウンテンバイク(MTB)のホイールに使うハブ。スポーク穴数は36穴など。
メーカーは、Element Technic 、KORE 、Loaded Precision 、など。
MTBオリエンテーリング (mountain bike orienteering、MTB-O)
マウンテンバイクオリエンテーリングのこと。主にオフロードでマウンテンバイクに乗って行う自転車オリエンテーリング。MTB-O又はMTBOと略記されることもある。
MTBペダル (MTB pedal、mountain bike pedal)
MTBリム (MTB rim、mountain bike rim)
マウンテンバイク(MTB)のMTBホイールに使うリム。リム幅は20~40mm。ディスクブレーキ専用の形もある。
スポーク穴数は36穴が一般的であるが、32穴又は28穴もある。ハブのスポーク穴数と同じでなければならない。
メーカーは、Affix 、Arrow Racing 、Funn 、Nuke Proof 、Quad Technologies 、Syncros 、など。
MTBサドル (MTB saddle、mountain bike saddle)

マウンテンバイクに使うサドル。
ダウンヒル又はクロスカントリーなどの用途によって異なる。
メーカーは、Funn 、Ragley Bikes 、Syncros 、など。
MTBショーツ (MTB short、MTB shorts)
マウンテンバイクに乗るときに着用する ショーツ。オフロードで下半身を保護する。ルーズフィットで生地は厚手が多い。 生地に直接触れないよう内面にメッシュの付いた形もある。 ポケット付もある。カーゴポケット(ふた及びひだの付いた大きなポケット)の付いた形もある。材質はナイロン、ポリエステル又はポリエステルとスパンデックスの混紡など。
MTBステム (MTB stem、mountain bike stem)









概要
マウンテンバイク(MTB)のハンドルをフォークの操縦管(ステアラー)などに固定するためのハンドルステム。
軽量化のために、内部の肉を削り取れるよう上下2つ割りにした形(左から5番目)もある。
寸法
ハンドルクランプ径は、31.8mm又は25.4mm。
突出しは35mm~100mm。上がり(ライズ)は、0°~10°。
固定ボルト
ハンドルクランプの固定ボルトは4本(又は2本)。 ボルトサイズは、M5、M6、M8又はM10。
材質
アルミ合金など。陽極酸化によって着色しているものが多い。
メーカー
Affix 、Answer Products 、Burgtec 、Chromag Bikes 、Control Tech 、Crankbrothers 、
Da Bomb 、Foes Racing 、Funn 、Gusset Bikes 、K9 Industries 、Kore 、
L.H. Thomson 、Nookie Bikes 、Nukeproof 、ODI Grips 、Persist Components 、
Point One Racing 、Race Face Performance Products 、Renthal 、Spank Industries 、
Straitline Components 、Syncros 、
Transition Bicycle 、など。
MTBタイヤ (MTB tire)

マウンテンバイク(MTB)に使うタイヤ。
サイズは26型が主流であるが29型(29erタイヤ)もある。カラータイヤもある。
幅が広く、ブロックタイヤ(ノビイタイヤ)であるのが特徴。バルブは米式バルブが使われる。
メーカーは、パナソニック ポリテクノロジー 、Arrow Racing 、Kenda Tires 、Maxxis 、Michelin 、Ritchey Design 、WTB 、など。
MTBトレイル (MTB trail、mountain bike trail)
マウンテンバイクに乗って走るオフロードの道。自然の道及び人工の道がある。MTBイベントが行われることがある。
MTBトリプル (mountain bike triple、MTB triple、MTB triple chainring)

マウンテンバイク用の3段のクランクスプロケットまたはクランクセット。
歯数は44_32_22Tなど。
メーカーは、シマノ 、など。
MTBホイール (MTB wheel)
マウンテンバイク(MTB)に使うホイール。
リムブレーキ用及びディスクブレーキ用がある。
前輪用及び後輪用がある。
サイズは24型、26型または29型。26型が多い。
スポーク数は、28、32、36又は48本。
リムはMTBリムそしてタイヤはMTBタイヤを使う。
メーカーは、シマノ 、Affix 、American Classic 、Bontrager Wheelworks & Components 、Crankbrothers 、Da Bomb 、DMR Bikes 、DT Swiss 、
Easton Sports 、Fulcrum Wheels 、Funn 、Halo 、Hope Technology 、
Industry Nine 、Leaf Cycles 、Loaded Precision 、Maddux 、Nuke Proof 、
Spank Bike 、Stella Azzurra 、Sun ringlé 、Syncros 、Vuelta 、WTB 、など。
マッドクリアランス (泥すき間、mud clearance)
泥すきま。オフロード走行において泥(マッド)詰まりを防止するために設けるすき間(クリアランス)。
例えば、フォークとタイヤのすき間、チェーンステイとタイヤのすき間、シートステイとタイヤのすき間及び結合ペダルと靴のクリートとのすき間などがある。
マッドタイヤ (mud tire)
泥道を走るためのブロックタイヤ。マウンテンバイク用およびサイクロクロス用(700C)などがある。一例は、泥(マッド)がタイヤに詰まりにくくするため、突起間の空間を大きくしたものなど。 中にはタイヤ幅を狭くして軟らかくない(硬い)路面までタイヤを沈ませるものもある。
無段変速機 (continuously variable transmission、continuous variable transmission、CVT)
概要
クランク軸と後輪ハブ軸の回転比が連続的に(無段階に)変えられる変速機。
実例
自転車用の無段変速機は重くなりすぎるので実用化されていなかったが、2007年に、米国の Fallbrook Technologies社がヌビンチ(NuVinci )と名づけている実用化された方式がある。
その他の方式
有段のスプロケットや歯車(ギア)を使わず、金属ベルトとプーリの組合せなどにより無段に変速する方式があるが実用化されていない。
マッドフラップ (泥フラップ、mudflap、mud flap)





泥よけの下部から吊り下げる軟らかい下部泥よけ。
雨の日などにタイヤが跳ね飛ばした泥などが後方へ飛ぶのを防止する。
前輪泥よけのマッドフラップは足や駆動系に泥などが当たるのを防止する。
後輪泥よけのマッドフラップは後続の自転車や人に泥などが跳ねかかるのを防止する。
幅は末広がりとなっているものが多い。
泥よけ及びマッドフラップを一組にした形がある。
材質は軟らかいゴム、皮または樹脂など。
フラップは揺れる、はためく、という意味。
メーカーは、Brooks England 、BuddyFlaps 、Rivet Cycleworks 、など。
マッドガードクリアランス (mudguard clearance)
英国用語で、泥よけすき間のこと。
マッドガード (mudgurd)
泥よけ。 泥よけを英国ではマッドガードそして米国ではフェンダーと言う。
向かい風 (headwind)


進んでいく方向から吹いてくる風。
45°前方から吹いている風の空気抵抗は、
その風が正面から吹いている場合(向かい風)の空気抵抗の約7割である。
真横からの風は空気抵抗に対して中立ではなく、
その風が正面から吹いている場合の空気抵抗の約1割の空気抵抗を受ける。
向かい風では空力姿勢として、ケイデンスは低くしたほうがよい。
風向角度(ウインドアングル)と動力(無次元)の関係を右図に示す。
風向角度は自転車の進行方向と風向きとの角度。
マルチバンドクランプ (multi band clamp)
ディレイラーシムの使用により、複数の立管径に対応するようにした前ディレイラーのクランプバンド。 28.6mm立管用シム、31.8mm立管用シムそして34.9mm立管はシム無しで構成している。
マルチクリート (multi-release cleat)
マルチクリートと言えるクリートは存在しない。クリートのマルチはなくシングルしかないが、シングルクリートとも言わない。正しくは、マルチリリース。
クリートがマルチではなく、リリースがマルチ。
マルチコンパウンド (multi compound)
特性の異なる3種類以上の材質の要素で構成した部品。
![]()
次にリムブレーキパッドに関して、マルチコンパウンドの2例を示す。
(例1) 摩擦係数の異なる3種類のパッドが装着できるようになっており、
その位置の組合せによって目的および好みに応じたブレーキの利きが得られるようになっている。
(例2) 乾燥状態で利くパッド、雨で濡れた状態で利くパッドおよびブレーキ鳴きをしないパッドの3種類のパッドで構成している。
なお、3種類の構成は、トリプルコンパウンドとも呼ばれる。2種類の材質の要素で構成した部品は、デュアルコンパウンド と呼ばれる。
デュアルコンパウンドタイヤのことを、トリプルコンパウンドタイヤと呼んでいるタイヤメーカーがある。
マルチフリーホイール (multi freewheel、multi speed freewheel)


スプロケットが複数(マルチ)付いたフリーホイール。
玉軸受も組み込まれている。
外装変速機付きの自転車に使われる。
取付工具としては、ロックリング工具を使う。
メーカーは、シマノ、など。
マルチ工具 (マルチツール、多用途工具、multi tool、multi function tool)
概要
多用途工具。携帯に便利なように、複数の工具を一体にしたもの。工具セット及びマルチツールとも呼ばれる。
マルチ工具を入れる小袋(ポーチ)又はプラスチックケースが付属したものもある。
工具の数を頭に付けて、例えば15種類の工具で構成されていれば、15マルチ工具と呼ぶこともある。
工具一式を集めたものは、工具キット と呼ばれる。
用途
ロードバイク用とマウンテンバイク用に用途を分けて、2種類を出しているメーカーもある。
工具
ねじ回し、十字ねじ回し、六角レンチ、ニップル回し、トルクスレンチ、めがねレンチ、プライヤー、タイヤレバー、ナイフ、
チェーン切りなどを組み合わせている。
工具ではないびんの栓抜き及びコルク抜きを付けた形がある。
構造
(1) 2個のサイドバー(アルミ合金製など)及びその両端のボルトによって工具を挟んだ形が多い。
サイドバーは、ねじ回しなどでトルクを加えるときの握りともなる。
(2) 軽量化のために、六角レンチを中空にした形もある。
(3) 工具を内蔵したバーエンドがある。
(4) ハンドル端に差し込む工具ケースがある(下段左端図)。
(5) スキュアーに取り付ける形がある。
(6) マウンテンバイク用がある。
(7) リングの外周に六角レンチなどを付けた形がある。
(8) リングが付いており、キーホルダーとしても使える形がある。




























質量
100g前後。
メーカー
京都機械工具 、箕浦 、Acumen(Vetta) 、Avenir 、Axiom Gear 、BBB Bike Parts 、Birzman 、Bontrager 、
b’Twin 、Crankbrothers 、Exustar Enterprise 、Fix It Sticks 、Full Windsor 、Giant Bicycle 、Hostettler(ixs) 、Lezyne 、Lifu Bicycle 、
Maxgear 、Merida 、Oxford Products 、Park Tool 、Pedro’s 、PocketToolX 、Pro 、Ravx 、Serfas 、
SKS-Germany 、Soma Fabrications 、Specialized Bicycle Components 、Syncros 、Tacx BV 、Token Products 、Topeak 、Weldtite Products 、Wheels Manufacturing 、
Wilhelm Humpert 、Zaw Tien Precision Ind.(Airbone) 、など。![]() 参考資料 「マルチ工具」
参考資料 「マルチ工具」
マルチポジションハンドル (multi position handlebar)
多位置ハンドル。ハンドルを握る位置が複数のハンドル。次のようなハンドルが該当する。バタフライハンドル(蝶ハンドル) 、口ひげハンドル(マスターシェハンドル) 、
ブルホーンハンドル 、Hハンドル 、バーエンドを付けた平ハンドルおよびドロップハンドル 。
ただし、ドロップハンドルなどはマルチポジションハンドルと呼ばないことが多い。
マルチリリース (multi release、multi-directional release)


- 靴
結合靴のクリートと結合ペダルを結合する方式において、クリートを外す場合に外、斜め上および上など、どの方向にかかとをねじっても結合を外すことができる方式。 上にねじる場合は、やや大きな力が必要となっている。
外しやすいことは、外れやすいということにもつながる。クリートはマルチリリースクリートを使う。
一方向のみにひねって外れる標準の方式は、シングルリリースと呼ばれる。
- シフトレバー
シフトレバーの1回の操作でチェーンを2段階、スプロケットの高速方向へも低速方向へも、移動させることのできる機能。
マルチプルフリーホイール (multiple freewheel、MF)



スプロケットとフリーホイールを一体にしたフリーホイール。対応するハブのボスの雄ねじにねじ込んで取付ける。
ペダルを漕ぐとチェーンによってねじは締まる。外すときは、マルチプルフリーホイール抜きを使う。
シティ車およびマウンテンバイクなどの5段、6段および7段のスプロケットとして使われる。
1980年代後半までは、この形式しかなかったが、シマノがカセットスプロケットを出してからは、カセット式が一般化した。
カセットスプロケットはハブとフリーホイールを一体にしたフリーハブに取付ける。
マルチプルホイール抜き (multiple freewheel puller、multiple freewheel remover、freewheel body removal tool)
マルチプルフリーホイール(5、6または7段)を外すための工具。
マルチスポーツレース (multisport race、multisport racing)
種類の異なる競技を連続して行う競技の総称。多種スポーツ競技としては、例えば次のような競技がある。
トライアスロン 、オフロード トライアスロン 、デュアスロン およびオフロード デュアスロン など。 、
無酸素閾値 (anaerobic threshold)
運動において筋肉の血流が供給できる以上の酸素を使い始めるために、処理できる以上の乳酸を筋肉が作り始める生理学的な点。
虫食い (pitting)
軸受のレースなどに斑点状などのみぞ(ピット)が生じること。ピッチングと同じ。
虫ゴム (rubber tubing、rubber tube)
主にシティ車に使われている英式バルブ(ウッズバルブ)のスピンドルの空気注入穴にかぶせて、空気の逆流を防止する、長さ20mmそして内径1.6mm程の円筒状の軟質ゴム製チューブ。材質によって寿命は大幅に異なる。
マスターシェハンドル (mustache handle bar)
口ひげハンドルと同じ。
MWB (medium wheelbase)
 中ホイールベース。リカンベントのホイールベース(車軸間距離)を短、中および長と分類したときの中ホイールベース。
中ホイールベース。リカンベントのホイールベース(車軸間距離)を短、中および長と分類したときの中ホイールベース。
多くは、クランク軸が前輪軸と頭管(ヘッドチューブ)の間にある。ホイールベースの目安は、1,150~1,600mm。一般には、CLWBと呼ばれる。
脈拍計 (heart rate monitor)
脈拍数(心拍数)を測定する計器。心拍計と同じ。脈拍は心臓が規則的に収縮して血液が押し出されるたびに動脈に生じる圧力の変動。脈拍数は心臓の鼓動数に等しい。
スポーツ界では脈拍のことを心拍と呼んでいる。脈拍数(心拍数)により運動強度を知ることができる。



